1
1ЎўёЕТӘ
ұҫЙиұёКЗ¶ФУлЦб·ЦҪвәуөД,ҙУ№хЧУҙ«ЛНҙшЙПҙ«№эАҙөДіөВЦөДДЪҫ¶ҪшРР¶аҪШГжөД
ІвБҝ,Из№ыКЗЈПЈЛөД,ФтҪ«ЖдЖҪҫщЦөЧчОӘДЪҫ¶өДіЯҙзҪшРРКэҫЭөДҙўҙж・КэҫЭөДКдіц・
КэҫЭөДҙтУЎөДЧФ¶ҜІвБҝ»ъЎЈ
ЈІЎў ІвБҝОпЈЁТФПВіЖ№ӨјюЈ©
ЈІЈӯЈұЎўГыЎЎіЖ
РВёЙПЯУГіөВЦ
ЈІЈӯЈІЎўіЯҙз・РОЧҙ
ЈіЎў Ів Бҝ
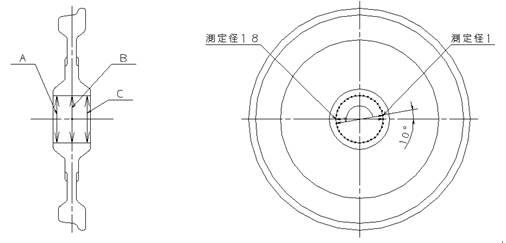
ЈіЈӯЈұЎўІвБҝО»ЦГ
іөЦбС№ИлІҝДЪҫ¶ЎЎЦб·ҪПтЈіҪШГж・ФІЦЬ·ҪПтГҝјдёфЈұЈ°ЎгІвБҝЈұҙО
ЈЁЈұЈёҙОЎБЈіҪШГжЈҪЈөЈҙҙОЈ©ЎЈ
|
|
ҫ¶ |
ІвБҝО»ЦГ |
|
ДЪҫ¶ |
ҰХЈұЈ№Ј° |
ЈБЈ¬ЈВЈ¬ЈГ |
ЈіЈӯЈІЎўІвБҝіЯҙз
ҰХЈұЈ№Ј°ЈнЈн
ЈіЈӯЈіЎўІвБҝПоДҝ
ЈӘ ДЪҫ¶ЎЎЈәЈұЈёҙОөДЖҪҫщЦөЧчОӘЈұёцҪШГжөДДЪҫ¶ЎўЈіёцҪШГжөДЖҪҫщЦө
ЧчОӘДЪҫ¶ЎЈ
ТФЈӯЈОЈЗЈҜЈПЈЛЈҜЈ«ЈОЈЗҪшРРЕРұрЎЈ
ЈӘ ХжФІ¶ИЈәЈұЈёҙОөДЈьЈНЈБЈШЈӯЈНЈЙЈОЈь
ТФЈПЈЛЈҜЈОЈЗҪшРРЕРұрЎЈ
ЈӘ ФІЦщ¶ИЈәЈіёцҪШГжөДДЪҫ¶өДЈьЈНЈБЈШЈӯЈНЈЙЈОЈь
ТФЈПЈЛЈҜЈОЈЗҪшРРЕРұрЎЈ
ЈіЈӯЈҙЎўІвБҝ·Ҫ·Ё
ТФҝХЖшЦбіРөД·ҪКҪК№Ч°ФЪёЎ¶Ҝ»ъ№№ЙПөДІвБҝН·ПВҪөөҪіөВЦДЪҫ¶АпЎўНЁ№э
ВнҙпөД»ШЧӘҪшРР¶ФЈұЈёҙОІвБҝ, ІвБҝНкіЙәуЎўТЖ¶ҜөҪПВТ»О»ЦГЎЈ
ЈіЈӯЈөЎўІвБҝҫ«¶И
ІвБҝ№«ІоОӘЈәЎАЈөЈ°Ј°ҰМЈн өДіЎәП
ЦШёҙІвБҝҫ«¶ИОӘЈәЈіҰМЈнЈҜЈІЈөҙО
ЈЁ¶ФұкЧјјюөДН¬Т»өгҪшРРЈІЈөҙОЦШёҙІвБҝКұөДІвБҝЦөөДІЁ¶ҜЈ©
ЈіЈӯЈ¶ЎўК№УГ»ъЖч
ЈӘ ҝШЦЖІҝЎЎЎЎЈәЈРЈХЈМЈГЈПЈН ЈЦЈұЈ°ЎЎЎЎЎЎЈұМЁ
ЈӘ ІвБҝН· ЈәЧЁУГІвБҝН·ЎЎЎЎЎЎЎЎЎЎЎЎЎЎ ЈұМЧ
ЈіЈӯЈ·ЎўІвБҝҪб№ыөДҙҰАн
ІвБҝКэҫЭөДұнКҫЎЎФЪЈМЈГЈДЙПұнКҫЎЈ
ұнКҫ°ёАэЗлІОХХёҪјюЧКБПЎЈ
КдіцРЕәЕТФЈТЈУЈІЈіЈІЈГөИРОКҪҪшРРКдіцЎЈ
КэҫЭөИЗйұЁҝЙҙтУЎКдіцЎЈ
ЈіЈӯЈёЎўіөВЦЗйұЁөДКдИл
ПВјЗөДЗйұЁ»тНвІҝРЕәЕҝЙНЁ№эКЦ¶Ҝ·ҪКҪҪшРРКдИлЎЈ
ЈӯЈұЎўІвКФИХ
ЈӯЈІЎўЦЖФмИХ
ЈӯЈіЎўіөВЦЦЖФмі§јТ
ЈӯЈҙЎўіөВЦЦЖФмөДК¶ұрұаәЕ
ЈӯЈөЎў°ІЧ°өДіөМеұаәЕ
ЈӯЈ¶ЎўВЦҫаҫ¶
ЈӯЈ·ЎўВЦёЛҫ¶
ЈӯЈёЎўЦбНвҫ¶
ЈӯЈ№ЎўіөВЦ¶ҜІ»ЖҪәвЦө
ЈӘЎЎұкЧјјюРЈәЛ
ҙу¶Л・РЎ¶ЛөДұкЧјјюКХІШФЪұҫ»ъДЪЎўГҝёфТ»¶ЁКұјдЧФ¶ҜҪшРР
ұкЧјјюРЈәЛЎЈЈЁКұјдҝЙИОТвЙи¶ЁЈ©
4ЈӯЈІЎўҝШ ЦЖ
ҝШЦЖ№сБнРРЙиЦГЎўҝШЦЖІЙУГіМРтҝШЦЖЈЁИэБвөз»ъЦЖЎЎЎЎЎЎЎЎЈ©ЎЈ
ІЩЧчГж°еЙиЦГФЪұҫМеЙПЎўУЙЦёКҫөЖ・°ҙЕҘҝӘ№Ш№№іЙЎЈ
әНЗ°әу№ӨО»өД»ҘЛшРЕәЕҪ«Улұҫ»ъөД¶ЛЧУәРБ¬ҪУЎЈ
4ЈӯЈіЎўУНЖшС№№ШПө
УНС№өҘФӘЈЁ·бРЛЦЖЈ©КЗ¶АБўРНөДЎўәНұҫМеУЙёЦ№ЬҪшРРБ¬ҪУЎЈ
ЖшС№№ШПөөД»ъЖчІЙУГЈУЈНЈГЦЖЎЈ
 М©СЗИьёЈ ЎӘЎӘ №ӨТөЙиұёјҜІЙЖҪМЁ
М©СЗИьёЈ ЎӘЎӘ №ӨТөЙиұёјҜІЙЖҪМЁ




 Ў°»ъіөіөЦбДЪНвҫ¶ЧФ¶ҜІвБҝ·Ҫ°ёЎұЦ®Ў°»ъіөіөЦбДЪҫ¶ІвБҝ»ъЎұ
Ў°»ъіөіөЦбДЪНвҫ¶ЧФ¶ҜІвБҝ·Ҫ°ёЎұЦ®Ў°»ъіөіөЦбДЪҫ¶ІвБҝ»ъЎұ