泰亚赛福 ―― 世界领先的检测仪器集成供应商
泰亚赛福 ―― 世界领先的检测仪器集成供应商 



添加时间:2009-5-18 编辑:泰亚赛福 阅读:次

| NERTAMATIC450AC/DC | |
| NERTAMATIC 450 AC/DC自动焊系统基于模块化设计的概念,能根据不同用户的实际生产需要,实现自动交直流TIG焊、自动等离子焊及TIG+等离子双枪组合自动焊等功能。该自动焊系统能方便地同各种焊接装备相连,如焊接机床、操作架、滚轮架、变位器及其它形式的专机,组成自动焊接系统。 NERTAMATIC 450 AC/DC自动焊系统适合于焊接碳钢、合金钢、不锈钢、铝及其合金、钛等贵族金属材料。 NERTAMATIC 450 AC/DC不是由手工电源改制的简单的自动焊系统,而是当今最新自新控制技术的结晶。NERTAMATIC 450自动焊系统的主要控制硬件为奔腾级工业计算机,自动焊的所有焊接动作过程由内置软件控制实现,所有的控制为闭环反馈,整个系统为全数字式的自动控制系统,真正实现了准确、快速、抗干扰性强。 NERTAMATIC 450 系统能编辑及存取50组焊接程序,在每组焊接程序中包含60个不同的参数值,以控制焊接电流、焊接电太、送丝速度、各种气体及运动延时等。 NERTAMATIC 450系统采用内置的软驱,用户可通过该软驱存取焊接控制程序,以便实现焊接工艺管理。 用户也可以选择配置HPW数据焊接系统。 |
 |
| ■NERTAMATIC 450自动焊接系统组成 | |
| SAF公司设计制造的NERTAMATIC 450是一款多功能自动焊接系统,适用于下列焊接工艺方法: 直流TIG焊:平直电流或脉冲电流。 交流TIG焊:脉冲交流,变极性方波 直流等离子焊:平直电流或脉冲电流 用户可根据生产的需要选择基本配置及增强系统功能的选配件。 | |
| NERTAMATIC 450自动焊系统的基本配置: | NERTAMATIC 450自动焊系统选择件: |
| ・壹台NERTAMATIC 450自动焊电源 ・壹只焊接控制操作面板 ・壹只高频发生器及焊枪连接箱 ・壹套焊接及控制电缆 ・根据不同的焊接工艺方法,可选配下列两种自动焊枪: ・MEC4自动TIG焊枪(500A 100%暂载率) ・SP7自动等离子焊枪(450A 100%暂载率) |
・等离子气体程序控制装置 ・自动送丝机构 ・自动弧压跟踪系统 ・TIG焊交流逆变模块 ・焊接运动控制部分 ・焊枪冷却水箱GR5 ・电弧电视监控装置 ・热丝TIG焊附件 ・TIG电弧摆动装置 ・TIG焊电磁弧摆 |
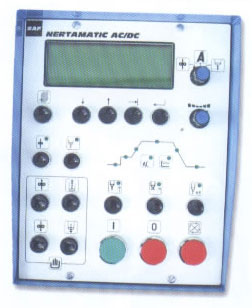
| NERTAMATIC 450焊接操作控制箱: | |
| NERTAMATIC 450操作箱由独立的微处理器控制,专门负责同系统内部的工业计算机之间的数据交换,数据通讯由光缆完成,保证数据传输的快速准确。 主要技术特点: ・编辑、存取50组焊接控制程序,并可通过软驱读取 ・LCD屏幕显示实时显示焊接参数,如电流、电压、送丝速度简单易懂的功能菜单 ・数据输入方式由光电编码器完成,快捷方便 ・数据输入时有指示灯指示、便于正确操作 ・可手动控制焊枪上下、焊丝进退 ・气体及水流手动检测 ・高频的手动检测 ・自动弧压跟踪和自动送丝功能选择 ・焊接自动控制周期的启动、停止及紧急停止 |
 |
| ■NERTAMATIC 450HPW控制器 | |||||
| 标准配置的NERTAMATIC450系统通过前页描述的操作控制箱编辑控制所有焊接工艺参数及延时时间,焊枪或工件运动轴采用MECACYCLE或PLC系统控制。针对航空航天、新能源等领域高端用户的需要,液空焊接集团最新研发制造了基于计算机控制技术的HPW数控焊接操作系统。 | |||||
 |
使用HPW数控焊接系统,用户只要通过一个操作界面就可实现对整个焊接装置和过程的控制和管理,可以: ・数字化控制管理焊接工艺,与运动和驱动单元相关联。 ・对所有的焊接参数的进行一体化编程,可以进行重复焊接。 ・可选配焊缝质量控制系统,实时记录和储存实际的焊接参数 ・操作界面直观友好,可以进行焊接前和焊接过程中的编 ・借助15英寸液晶触摸屏使HPW系统操作更便捷。 ・离线PC编程,通过USB口进行数据交换 ・采用奔腾级工业计算机作为控制硬件。
| ||||
| ■专为自动焊设计的电源 | ||||||||||||||||||||||||||||||||||||
| NERTAMATIC450自动焊接电源为全数字控制可编程电源,该电源内包括直流焊接和等离子辅助电源,两台电源均具有出色的垂直外特性,从而保证焊接电弧及等离子先导弧非常稳定。采用超高速开关频率的功率器件,该电源能提供1000HZ的脉冲频率,通过高频脉冲电流峰值及及基值快速转换,可增加电弧的自压缩功能,能提高电弧的穿透能力,从而保证焊缝正反面成型美观,质量可靠。 | ||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||
| ■NERTAMATIC 450变极性TIG模块 | ||||||||||||||||||||||||||||||||||||
| 该选择件模块位于焊接电源的摧部,是交流变极性TIG焊的必需部件。同一般的交流TIG焊相比其调节的不同之外为交流TIG焊时正负半波的电流大小、宽度均为独立调节,并通编程进行参数设置。该部件包括壹只由IGBT元件组成的H型逆变桥,确保450A的焊接电流的输出。 |
| |||||||||||||||||||||||||||||||||||
| SAF公司研发的变极性TIG能够更好地保证您的焊接工作,变极性TIG工艺可以确保连续去除氧化膜,获得高质量的焊缝的,以及对于收弧电流的完美控制。 | ||||||||||||||||||||||||||||||||||||
| ■NERTAMATIC450自动焊系统的附加功能 | ||||||||||||||||
| NERTAMATIC 450是一套完整设计且久经考验的自动化焊接系统。为了满足客户生产的实际需要,特别为焊接功能实现和焊接过程控制设计了多种增强系统性能的选配件。 | ||||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
 |
电弧摆动装置: 主要技术特点
|
热丝TIG/等离子焊接系统:
|
 |
| 产品名称 | 产品简介 | 产品编号 |
|---|---|---|
| NERTAMATIC450AC/DC自动等离子焊接系统 | MW-04006-00 |








 您当前的位置:
您当前的位置:

 加入对比
加入对比